









Описание
Принцип действия датчика — вибрационный. Микропроцессор, встроенный в датчик, подает переменное напряжение на пьезокристалл. Тот, в свою очередь, вызывает высокочастотные вибрации вилок датчика. Если между вилками появляется жидкость или более густая среда, частота вибрации резко падает. Частота вибрации постоянно измеряется микропроцессором, который при ее изменении подает сигнал на изменение состояния выхода (транзистор) датчика.
Конструктивно датчик выполнен в металлическом корпусе из нержавеющей стали AISI316L, в котором расположен чувствительный элемент и электронный блок преобразования. При совместном использовании с приватным адаптером WA.21-G34-D48-SS6L (поставляется отдельно), обеспечивается санитарное присоединение к процессу.
Особенности вибрационных сигнализаторов уровня ELHART VLS-СS-T
– Контроль уровня различных продуктов (молоко, вода, пиво и др.).
– Контроль уровня токонепроводящих жидкостей (например растительное масло).
– Монтаж в различных положениях: горизонтально, вертикально, под углом.
– Компактный корпус (вилка 38 мм, внешняя часть 86 мм) для установки в условиях ограниченного пространства.
– Стабильная работа даже при наличии пены, турбулентных потоков или пузырьков воздуха в продукте.
– Температура рабочей среды до +120 °С, кратковременно допускается до +145 °С (не дольше 1 часа).
– Корпус из нержавеющей стали AISI316L и степенью защиты IP69K способен выдержать CIP/SIP мойку.
– Транзисторный выход PNP / NPN с током нагрузки до 200 мА.
– Кнопка обучения для калибровки на различные продукты и для настройки состояния дискретного выхода.
Примеры использования вибрационных сигнализаторов уровня ELHART VLS-СS-T
Вибрационные датчики уровня VLS-СS-T могут применяться для:
– Контроля уровня при производстве пива или кваса
– Контроля уровня в системе вакуумного возврата моющих растворов
Контроль уровня при производстве пива или кваса
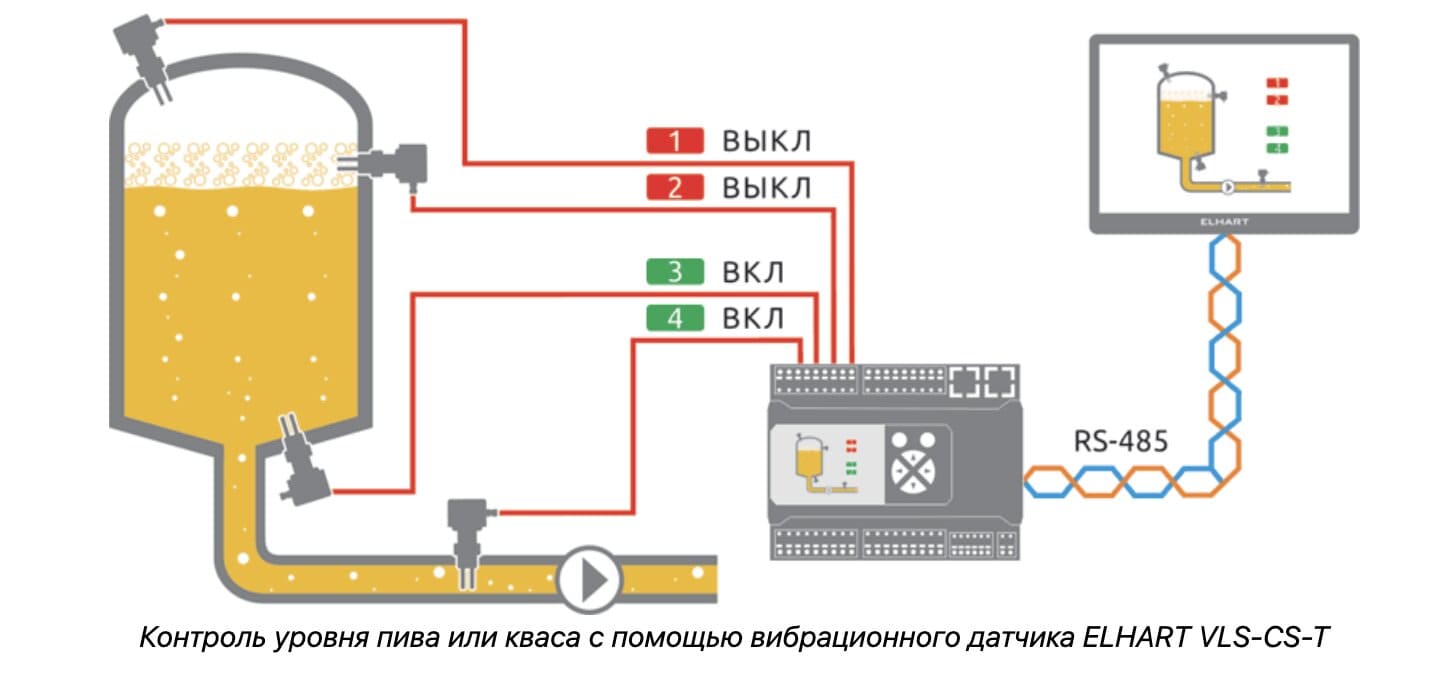
Современное автоматизированное производство пива и кваса требует контроля уровня жидких продуктов на разных этапах производства. Типовой проблемой в данном случае является наличие пены и пузырьков воздуха. За счет принципа работы, для таких условий, идеально подойдет датчик VLS-CS-T.
В данном применении VLS-СS-T решают следующие задачи:
- Датчик 1 — сигнализация верхнего аварийного уровня.
- Датчик 2 — контроль верхнего рабочего уровня.
- Датчик 3 — контроль нижнего рабочего уровня.
- Датчик 4 — контроль заполненности трубы и сигнализация «сухого хода» насоса.
Дискретные выходы датчиков 3 и 4 включены (зеленый индикатор), так как датчики полностью погружены в продукт. Пузырьки воздуха, характерные для пива и кваса, а также избыточное давление, не оказывают влияния на работу датчиков и не приводят к ложным срабатываниям. Датчик 2 погружен в пену, и его выход выключен, как и у датчика 1 (красный индикатор), так как продукт не достиг уровня срабатывания, на котором они расположены. Повышенное пенообразование, характерное для пива и кваса, не является проблемой для датчика VLS-CS-T, так как он откалиброван на определение продукта с большей плотностью чем пена.
Все датчики подключаются к ПЛК, который управляет производственным процессом. Визуализация и управление обеспечиваются через сенсорную панель оператора ELHART ECP.
За счет гигиенического соединения с емкостью и трубопроводом, исключается отсутствие «мертвых зон». Сами датчики выдерживают высокую температуру и без проблем могут использоваться на производствах, где установлены SIP-мойки.
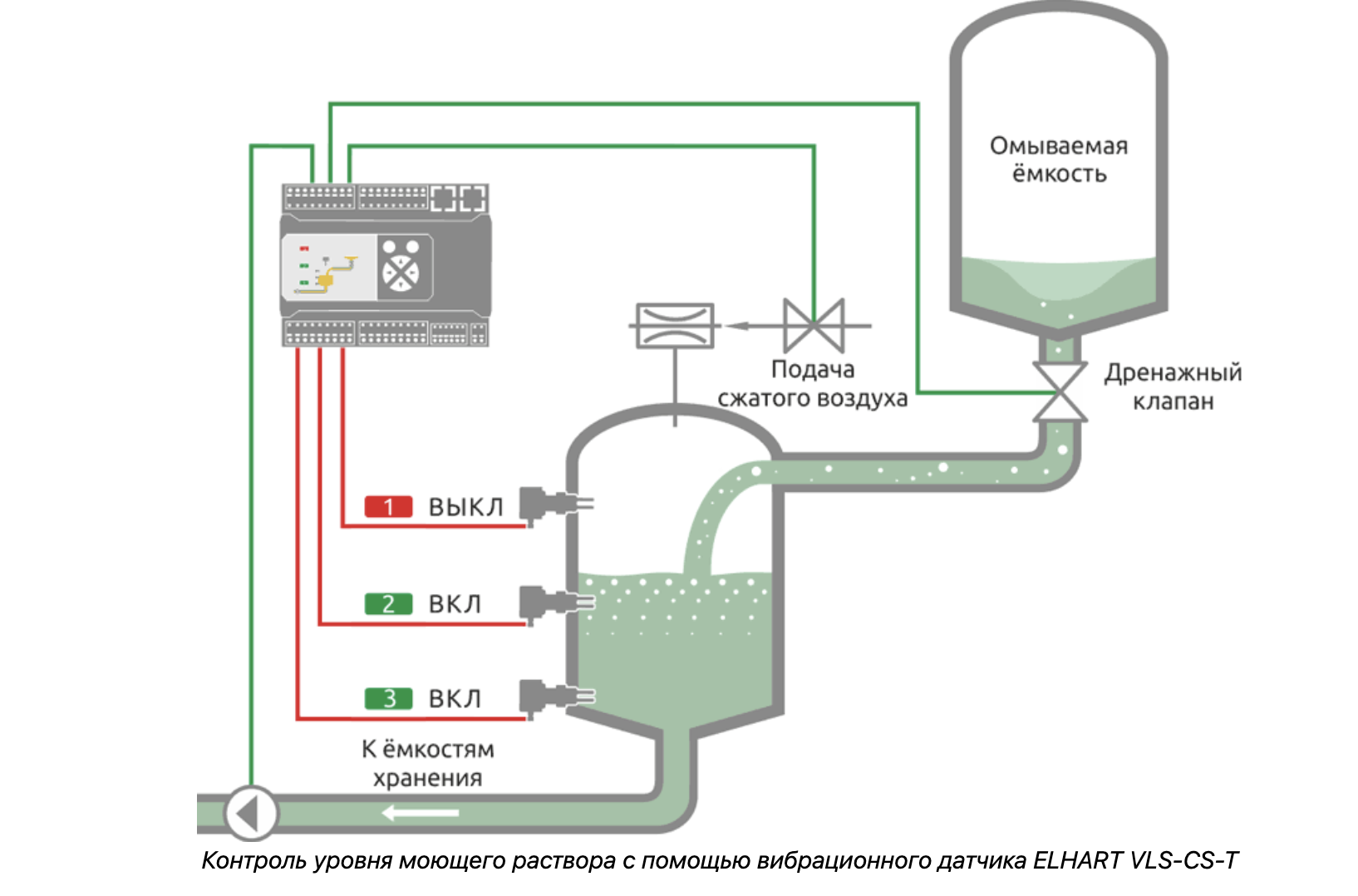
Контроль уровня в системе вакуумного возврата моющих растворов
Работа автоматизированных установок CIP-моек в общем случае осуществляется в следующем порядке:
- Ополаскивание в несколько этапов холодной и горячей водой.
- Мойка кислотным и дезинфицирующим растворами.
- Стерилизация горячей водой или дезинфицирующим раствором.
- Возврат растворов в емкость их хранения для повторного использования.
При этом, в процессе циркуляции моющих растворов важно учитывать, что под действием центробежной силы стекающей жидкости, в омываемой емкости может возникать вихревая воронка, вследствие чего в сливной патрубок будет попадать воздух. Это ухудшает работу возвратного насоса, а в некоторых случаях может приводить к его выходу из строя. Кроме этого, если моющая жидкость не удаляется полностью, то ее остатки вызывают смешивание растворов, потерю концентрации и загрязнение. Все это в дальнейшем будет приводить к финансовым потерям из за снижения концентрации моющих веществ, из-за снижения эффективности мойки и порчи продукции, из-за выхода оборудования из строя.
Решением данной проблемы является использование вакуумной системы возврата жидкостей. Где под действием втягивающей силы, создаваемой эжекционным воздушным генератором вакуума, моющий раствор поступает в вакуумный бак. За счет того, что жидкость поступает сверху, а снизу бака ее откачивает возвратный насос, исключается попадание воздуха в патрубок насоса. На данном этапе важно контролировать уровень в баке — слишком высокий уровень приводит к попаданию в пневматическую систему моющей жидкости, слишком низкий уровень возвращает проблему попадания воздуха в сливной патрубок возвратного насоса. Решением задачи контроля уровня является применение вибрационного сигнализатора уровня VLS-CS-T, устойчивого к воздействию температур или химически агрессивных моющих растворов и способного работать под действием вакуума:
- Датчик 1 — сигнализация верхнего аварийного уровня, при достижении которого перекрывается дренажный клапан и поступление жидкости прекращается. Возвратный насос продолжает работать. Повторное открытие дренажного клапана произойдет после снижения уровня жидкости ниже Датчика 2.
- Датчик 2 — контроль рабочего уровня. При этом, на работу датчика не оказывает влияние наличие турбулентных завихрений жидкости и пузырьков воздуха в верхних слоях.
- Датчик 3 — сигнализация уровня срабатывания защиты от сухого хода, при достижении которого возвратный насос отключается. Дренажный клапан остается в открытом состоянии. Повторное включение насоса произойдет после достижения уровня Датчика 2.
Работой клапанов и насосов управляет ПЛК, получая дискретные сигналы об уровнях от вибрационных датчиков VLS-CS-T.
Обратите внимание! Ограничения, накладываемые на рабочие среды:
- Рабочая среда должна быть совместима с материалом, из которого изготовлены элементы конструкции сигнализатора — нержавеющей сталью марки AISI316L и с материалом внешнего уплотнения (силикон + FKM).
- Рабочая среда не должна налипать или кристаллизоваться на вилках сигнализатора.
- Если в продукте имеются твердые включения, они не должны застревать между вилок датчика.
- Температура рабочей среды на должна превышать рабочую температуру датчика.
Технические характеристики вибрационных сигнализаторов уровня ELHART VLS-СS-T
| Параметр | Значение |
| Напряжение питания | =18…36 В |
| Тип выхода | PNP/NPN (транзисторный) НО/НЗ (настраиваемый) |
| Коммутируемый ток нагрузки | до 200 мА |
| Потребляемая мощность | <1 td=""> |
| Задержка переключения | <1 td=""> |
| Плотность жидкости | ≥700 кг/м³ |
| Вязкость жидкости | ≤10 000 мПа·с |
| Диапазон рабочего давления | -1…40 бар |
| Температура измеряемой среды | -40…+120 °С (+145 °С в течение часа) |
| Температура окружающего воздуха | -40…+70 °С |
| Класс защиты | IP69K* |
| Присоединение к процессу | G3/4-A |
| Материал корпуса | нержавеющая сталь AISI316L |
| Материал вилки | нержавеющая сталь AISI316L |
| Разъем подключения | 5 pin М12х1 «папа» |
*- IP69K только при использовании коннектора М12 с соответствующей степенью защиты.
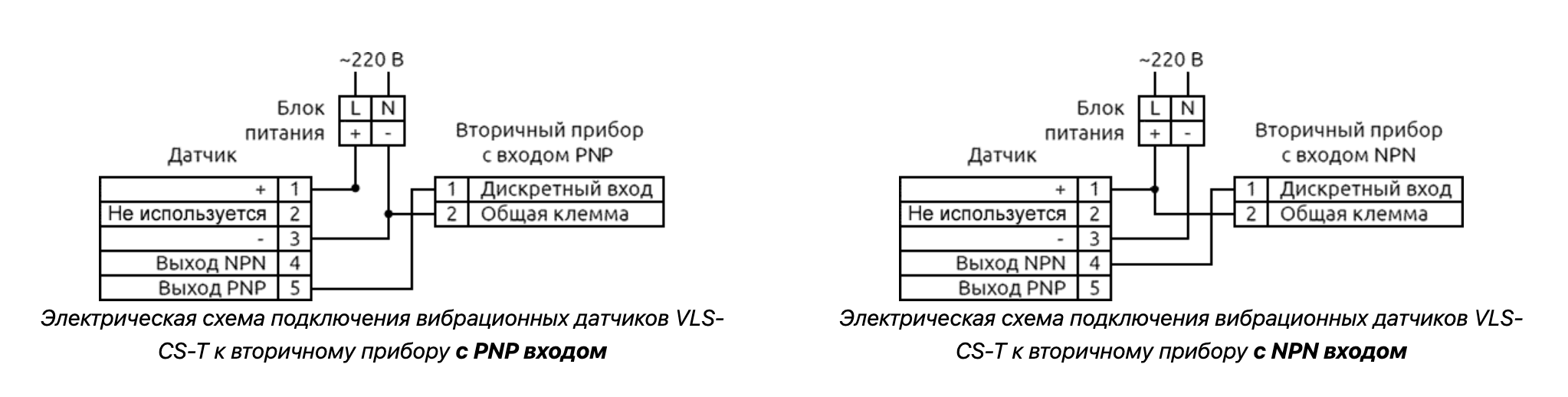
Схемы подключения вибрационных сигнализаторов уровня ELHART VLS-СS-T
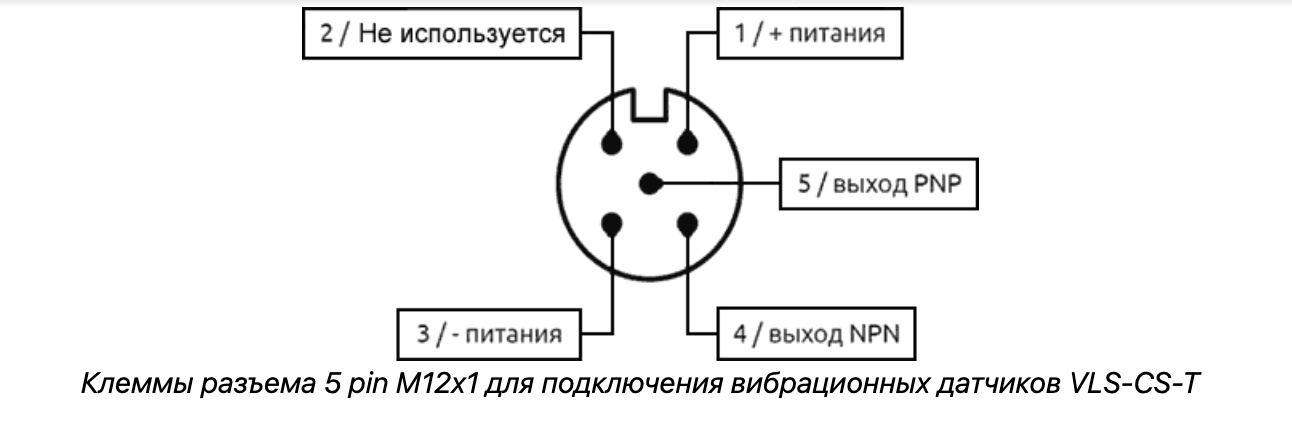
Обратите внимание! При выборе разъема для подключения необходимо учитывать внутренний диаметр коннектора датчика — 7,9 мм. Для подключения могут использоваться разъемы ONDO SCM12-5S (прямой) или SCM12-5A (угловой).
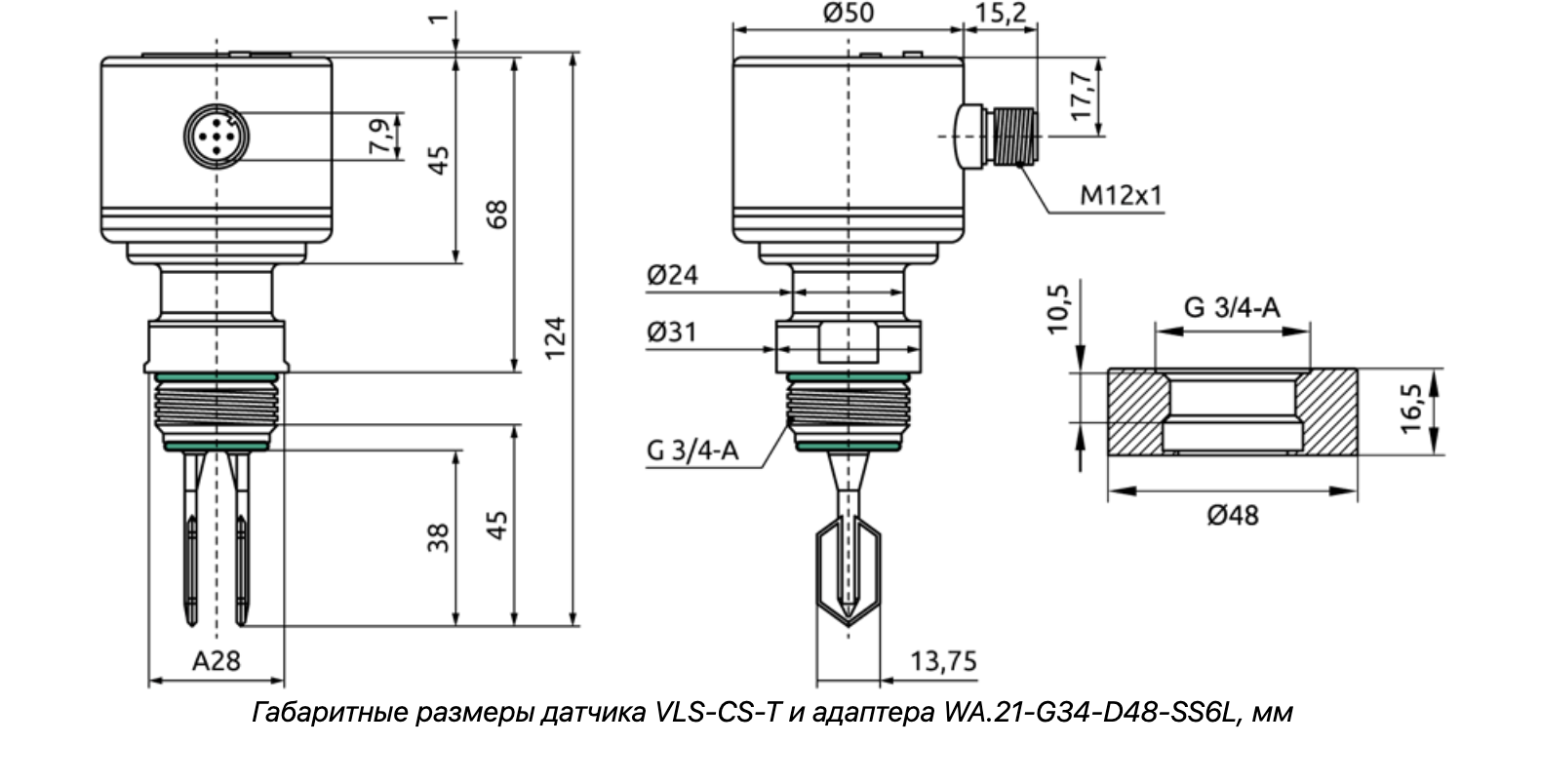
Габаритные размеры вибрационных сигнализаторов уровня ELHART VLS-СS-T
Информация для заказа вибрационных сигнализаторов уровня ELHART VLS-СS-T
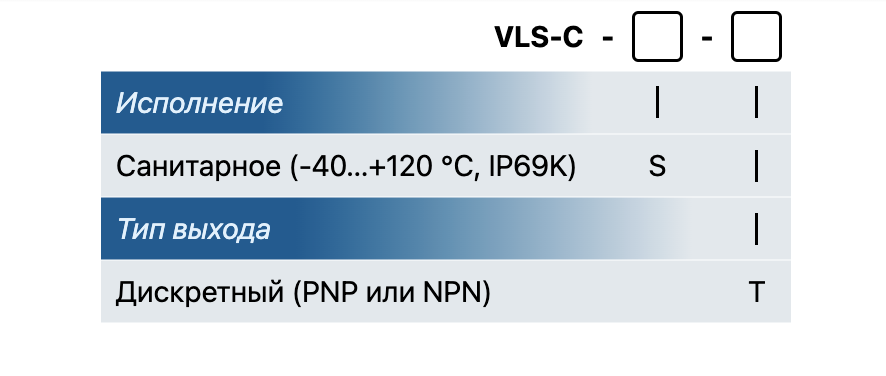
Пример: VLS-CS-T